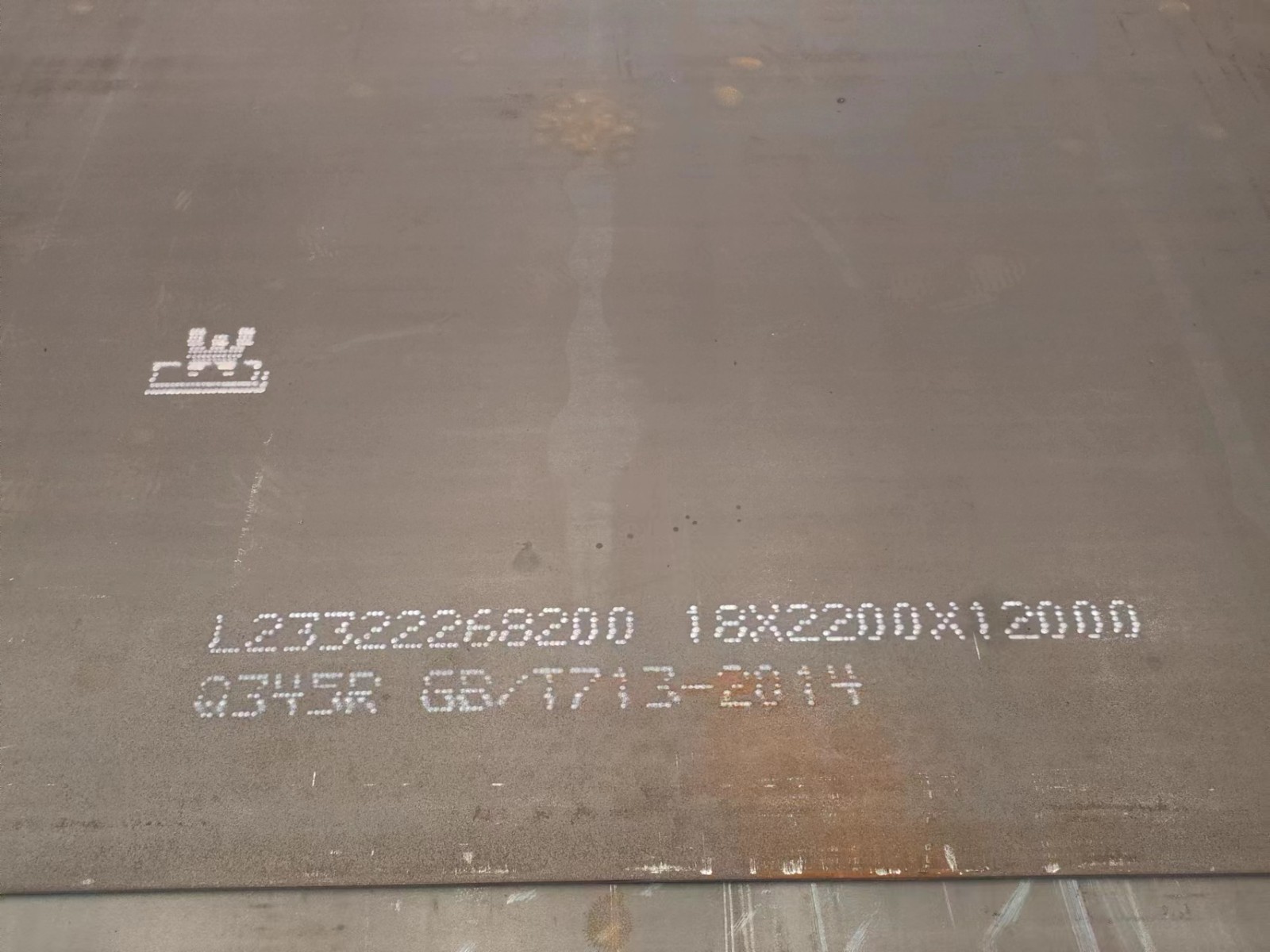







| 品牌:舞阳中厚板 | 有效期至:长期有效 | |
| 厚度:10-200 | 宽度:2000-2500 | 长度:10000-12000 |
1、Q245R(HIC)(R-HIC) Q345R(HIC)(R-HIC)钢板适用范围
本技术条件适用于在酸性环境下使用的厚度8mm-150mmQ245R(HIC),Q245R(R-HIC)钢板和Q345R(HIC),Q345R(R-HIC)钢板,加做SSCC检验项目的抗硫化氢腐蚀钢板牌号用Q245R(R-HIC)、Q345R(R-HIC)表示。
为满足用户的不同要求,便于生产管理,针对钢种的S、P要求又分为Ⅰ、Ⅱ、Ⅲ三个级别。
2、Q245R(HIC)(R-HIC) Q345R(HIC)(R-HIC)钢板牌号说明
Q245R (HIC)-I指的是钢种级别Q245R,腐蚀试验只做抗氢致开裂检验(HIC),成分要求熔炼分析P≤0.015、S≤0.003;成品分析P≤0.015、S≤0.004。
Q245R (R-HIC)-I指的是钢种级别Q245R,腐蚀试验做氢致开裂检验(HIC)和硫化物应力腐蚀(SSCC)检验,成分要求熔炼分析P≤0.015、S≤0.003;成品分析P≤0.015、S≤0.004
2尺寸、外形、重量及允许偏差
2.1 钢板尺寸、外形、重量及允许偏差应符合GB/T709的规定
2.2厚度偏差按GB/T709的B类或C类执行,在合同中注明。
2.3钢板按理论重量交货,理论计重采用的厚度为钢板允许的较大厚度和较小厚度的算术平均值。钢的密度为7.85g/cm3。
3.Q245R(HIC)(R-HIC) Q345R(HIC)(R-HIC)钢板技术要求
3.1化学成分
钢的化学成分应符合表1、2的规定。
|
钢种 |
牌号 |
C |
Si |
Mn |
AL |
Ca* |
O* |
CE** |
|
Q245R(HIC)Q245R(R-HIC) |
熔炼分析 |
≤ |
≤ |
0.50- |
≥0.020 |
0.0015- |
≤0.004 |
≤ |
|
成品分析 |
≤0.40 |
0.45- |
||||||
|
Q345R(HIC)Q345R(R-HIC) |
熔炼分析 |
≤0.20 |
0.20-0.55 |
1.20- |
≥0.020 |
0.0015- |
≤0.004 |
≤0.45 |
|
成品分析 |
0.20-0.60 |
表1
注:(1)Ca值仅供参考,不作验收条件,Ca、O含量可用成品分析值代替熔炼分析值;
(2)碳当量(CE)计算公式如下:CE=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5
(3)为了改善钢板性能,可添加部分微合金元素。
表2
|
等级 |
成分 |
P |
S |
|
Ⅰ |
熔炼 |
≤0.015 |
≤0.003 |
|
成品 |
≤0.015 |
≤0.004 |
|
|
Ⅱ |
熔炼 |
≤0.010 |
≤0.002 |
|
成品 |
≤0.010 |
≤0.003 |
|
|
Ⅲ |
熔炼 |
≤0.008 |
≤0.002 |
|
成品 |
≤0.008 |
≤0.002 |
3.2冶炼方法
采用电炉+炉外精炼方式冶炼,冶炼过程进行Ca处理,并应为本质细晶粒钢,其实际晶粒度为5级或5级以上。
3.3交货状态:正火。
3.4试样状态:所有钢板应对其检验用试样进行模拟焊后热处理,推荐模拟焊后热处理温度:620±10℃,保温时间:8小时,温度400℃以上装出炉,升降温速度≤150℃/h,如与推荐热处理制度不符具体模拟焊后热处理制度在合同中注明。
3.5力学性能
3.5.1钢板试样模拟焊后热处理状态的力学性能应符合下表的规定。
表3
|
钢种 |
厚度 |
ReL |
Rm |
A |
冲击温度 |
冲击值 |
180°弯曲试验 |
厚度方向性能ψZ(%) |
|
|
平均值 |
单个值 |
||||||||
|
Q245R(HIC) |
8-16 |
≥245 |
400-520 |
≥25 |
-20 |
均值≥34单值≥24 |
d=1.5a |
|
|
|
>16-36 |
≥235 |
||||||||
|
>36-60 |
≥225 |
||||||||
|
>60-100 |
≥205 |
390~510 |
≥24 |
d=2a |
|||||
|
>100-150 |
≥185 |
380-500 |
|||||||
|
Q345R(HIC) |
8--16 |
≥345 |
510-640 |
|
-30 |
均值≥34单值≥24 |
d=2a |
|
|
|
>16--36 |
≥325 |
500-630 |
d=3a |
||||||
|
>36--60 |
≥315 |
490-620 |
|||||||
|
>60-100 |
≥305 |
490-620 |
≥20 |
||||||
|
>100-150 |
≥285 |
480-610 |
|||||||
注:(1)厚度≥15mm的钢板做厚度方向性能;
3.5.2布氏硬度:钢板应逐轧制张进行布氏硬度检验,布氏硬度值≤200HB。
3.6超声波检验:钢板应逐张进行超声波探伤检查,探伤标准级别在合同中注明。
3.7每批钢板的检验项目、取样数量、取样方法及试验方法应符合表4规定。
表4
|
检验项目 |
取样数量(个) |
取样方法 |
试验方法 |
|
|
化学分析 |
*熔炼分析 |
1(每炉) |
GB/T20066 |
GB/T223 |
|
*成品分析 |
1(逐轧制张) |
|||
|
拉 伸 |
1(逐轧制张) |
GB/T2975 |
GB/T228 |
|
|
弯 曲 |
1(逐轧制张) |
GB/T2975 |
GB/T232 |
|
|
厚度方向性能 |
3(逐轧制张) |
GB/T5313 |
GB/T5313 |
|
|
晶粒度 |
1(每炉) |
YB/T5148-93 |
||
|
布氏硬度 |
1(逐轧制张) |
GB/T231 |
||
|
超声波探伤 |
逐张 |
合同中注明 |
||
|
*HIC试验 |
见附加要求 |
合同中注明 |
||
|
冲 击 |
3(逐轧制张) |
GB/T2975 |
GB229 |
|
|
*高温拉伸 |
1(逐轧制张) |
GB/T2975 |
GB/T4338 |
|
|
合同中注明 |
||||
|
*SSCC试验 |
合同中注明 |
|||
注:带*为可选择项目。
4.Q245R(HIC)(R-HIC) Q345R(HIC)(R-HIC)钢板检验规则
4.1钢板表面质量应符合GB713-2008的规定。
4.2钢板的包装、标志及质量证明书应符合GB713-2008的规定。
4.3未尽事宜执行GB713-2008的规定
附加要求(在用户提出要求并在合同中注明时才予以保证)
1.模拟焊后热处理制度
2.高温拉伸(双方协商)
3.低温冲击(双方协商)
4.钢板抗氢致裂纹(HIC)试验检验规则
A.抗氢致裂纹(HIC)试验方法,试验方法任选其中之一
(1)执行NACE TM0284标准,采用A溶液,三个试样平均值为:CLR≤10%;CSR≤3%;CTR≤1%。
(2)执行NACE TM0284标准,采用B溶液,三个试样平均值为:CLR≤10%;CSR≤3%;CTR≤1.5%。
(3)执行GB8650标准,采用A溶液,三个试样平均值为:CLR≤10%;CSR≤3%;CTR≤1.5%。
(4)执行GB8650标准,采用B溶液,三个试样平均值为:CLR≤10%;CSR≤3%;CTR≤1.5%。
其中PH:介质酸碱度;CLR:裂纹长度百分比;CSR:裂纹敏感百分比;CTR:裂纹厚度百分比








 川公网安备 51010602000021号
川公网安备 51010602000021号