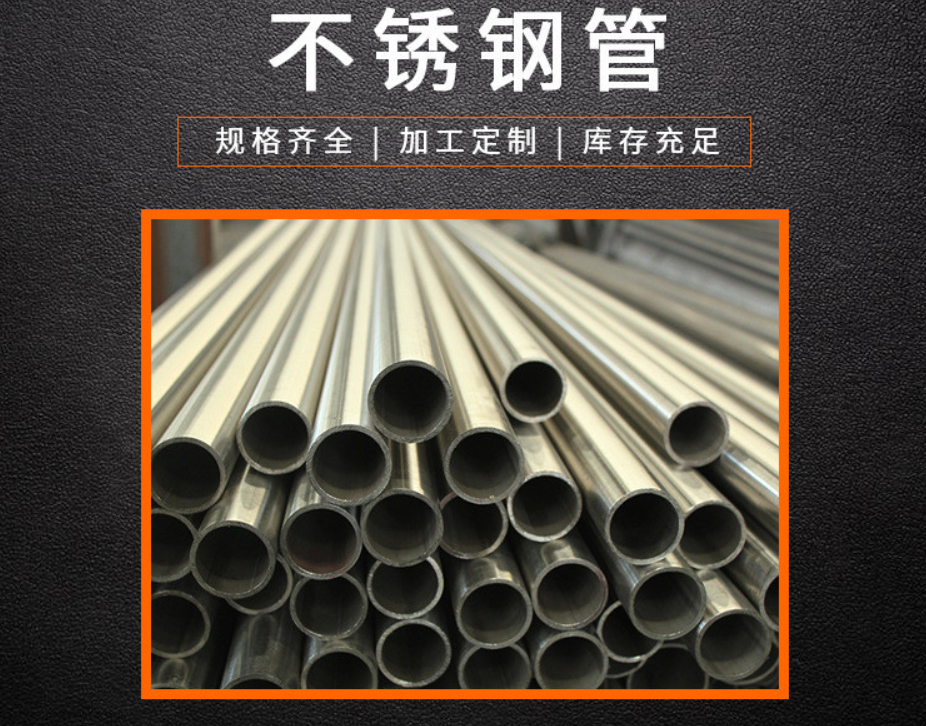
不锈钢管组织和成分均匀一致:这对原料尤其重要,因为热轧线材各段的轧制温度和冷固速度不一样,造成组织结构不一致。在高温下原子活动加剧,化学成分趋于均匀,快速冷固后就获得均匀的单相组织。清理加工硬化,以利于继续冷加工:可能是钢质出现了问题”。其实,这是对不锈钢缺乏了解的一种片面的错误看法。不锈钢在一定的条件下也会生锈的。不锈钢具有抵抗大气氧化的能力---即不锈性,同时也具有在含酸、碱、盐的介质中乃腐蚀的能力---即耐蚀性。但其抗腐蚀能力的大小是随其钢质本身化学组成、加互状态、使用条件及环境介质类型而改变的。如304钢管,在干燥清洁的大气中,有优良的抗锈蚀能力,但将它移到海滨地区,在含有大量盐份的海雾中,很快就会生锈了;而316钢管则表现良好。因此,不是任何一种不锈钢,在任何环境下都能耐腐蚀,不生锈的。不锈钢是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。。
焊接检验及质量控制: 焊接质量检验包括焊接前、焊接过程中和焊接结束后三个过程,一般应注意以下几点: (1)对多层焊接来说焊缝外观检验应在外行尺寸范围内,焊缝余高1~2mm,焊缝宽度约为坡口宽度,大于坡口两侧1~2mm,表面不得有气孔、裂纹等。 (2)焊缝边缘与母材应圆滑过渡,全部焊缝应成形美观。 (3)无损检验探伤按照执行。 (4)质量控制除前面所述之外,还应遵守下列原则: 严禁在焊件上引弧、试电流等。 多层焊时接头应错开,收弧时将弧坑填满。 采用氩弧焊时***焊接一次完成。 焊接完毕后清除焊缝及焊接时飞溅等杂物。 认真填写焊接工作记录等有关焊接表格。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨平齐、垂直,达到两端面靠近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道内充氩气一般采用的方法有: 采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的氩气纯度达到焊接要求时方可进行施焊,压力流速为0.3―0.5升/分钟。 采用速溶纸将管道焊件离焊口30mm处堵上,从焊口处用氩气胶管直接送气到管内,以达到氩弧焊接条件要求,完成焊接。 c、焊接操作简述: 氩弧焊枪嘴顺手的腕力摆动,沿环焊缝接近切向运行,使钨极尖距管表面5mm以内运动。 d、焊后处理: 焊件施焊完成后,必须等金属晶体完成结晶后,一般在24小时后。采用酸洗方法来处理焊口,清除因加热而产生的晶间腐蚀、析出的碳化物。用百洁布及水擦净。以***焊件表面的耐腐蚀性和机械性能。。



 川公网安备 51010602000021号
川公网安备 51010602000021号